ЪЅсЫЛњаЕетРяжївЊЬжТлЬЈвЛЛ№ЛЈЛњЭиеЙЪЏФЋФЃОпМгЙЄЙІФмЃК
ЭиеЙЪЏФЋМгЙЄЙІФм:
1.ЪЏФЋЕчМЋФПЧАЕФгІгУЧщПі
НќФъРДЃЌФЃОпаавЕЗЩЫйЗЂеЙЃЌЫцзХжаЕЭЕЕФЃОпЪаГЁЕФВЛЖЯГЩЪьвдМАаТВњЦЗЕФПЊЗЂжмЦкдНРДдНЖЬЃЌЪЙЕУФЃОпГЇЕФжЪСПвЊЧѓЁЂГЩБОЁЂНЛИЖжмЦкЕШбЙСІвВВЛЖЯдіДѓЁЃвђДЫдНРДдНЖрЕФФЃОпГЇбЁгУЪЏФЋВФСЯЁЂаТЙЄвеЕШЬсЩ§здЩэОКељФмСІЃЌдкШевцМЄСвЕФОКељжаЭбгБЖјГіЁЃ
2.ЪЏФЋЕчМЋгІгУЧАОА
гЩгкЪЏФЋЕчМЋЃЈгыЭЯрБШЃЉгаЕчМЋЯћКФЩйЁЂЗХЕчМгЙЄЫйЖШПьЁЂЛњаЕМгЙЄадФмКУЁЂжиСПЧсЁЂШШХђеЭЯЕЪ§аЁЕШгХдНадЃЌж№НЅДњЬцЭЕчМЋГЩЮЊЕчМгЙЄЕчМЋЕФжїСїЁЃЪЏФЋЛ№ЛЈЛњдкЦћГЕЁЂМвЕчЁЂЪжЛњХфМўЕШаавЕЪмЕНЙуЗКЕиКУЦР ЁЃ
еыЖдЮДРДФЃОпаавЕЕФЗЂеЙЧїЪЦЃЌЫФмдкзюЖЬЕФЪБМфРяЭъГЩФЃОпЕФжЦзїЃЌЫОЭгЎЕУСЫПЭЛЇЃЌгЎЕУСЫЪаГЁЁЃЪЏФЋЕчМЋЕФгХдНадвбОБЛДѓМвж№ВНШЯЪЖВЂНгЪмЁЃгЕгаСЫЪЏФЋЕчМЋОЭгЕгаСЫФЃОпЕФУїЬьЁЃ
3.ЪЏФЋЕчМЋМгЙЄгХЪЦ
ЫйЖШПьЃК
ЗХЕчЫйЖШПьЃКМгЙЄЫйЖШЭЌвЛЛ№ЛЈЮЛЮЊу~ЕФЃБЃЃВБЖЃЌЫ№КФБШТЪПЩДя1/1000~1.5/1000mmЃЛ
ФЭИпЮТЃК
ЪЙЕУЪЏФЋЖдИжЕФМгЙЄЫйЖШПьЃЌЫѕЖЬМгЙЄЪБМфЃЛ
жиСПЧсЃК
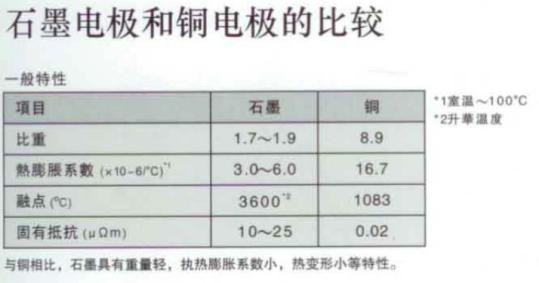
БШжиЮЊ1.7-1.9ЃЌЮЊЭЕФ1/5ЃЌЖдгкДѓаЭЕчМЋПЩвдМЋДѓМѕЩйЙЄМўжиСПЃЌНЕЕЭЛњДВЗћКЯКЭШЫЙЄЕїзАФбЖШЁЃ
ЩшМЦгХЪЦЃК
ЪЏФЋЕчМЋШнвзЧхНЧЃЌПЩвдНЋЦНЪБвЊгЩЖрИіЕчМЋЕФЙЄМўЩшМЦГЩвЛИіЭъећЕчМЋЃЌЬсИпФЃОпЕФОЋЖШЃЌВЂМѕЩйЗХЕчЪБМфЁЃ
4.ЪЏФЋЕчМЋМгЙЄЗжЮі
взМгЙЄЃЛ
ЛњаЕМгЙЄадФмКУЃКЧаЯїзшСІЮЊЭЕФЃБЃЏЃДЃЌМгЙЄаЇТЪЪЧЭЕФЃВЃЃГБЖЃЛ
взаоећЃЛ
ВЛвзБфаЮЃЛ
ФЭИпЮТЃК
Щ§ЛЊЮТЖШЮЊ3650ЁцЃЌИпЮТЬѕМўЯТЕчМЋВЛШэЛЏЃЌБмУтБЁБкЙЄМўЕФБфаЮЮЪЬтЁЃ
взХзЙтЃК
ЪЏФЋЕчМЋЮоУЋДЬЃЌгУЩАжНМђЕЅБэУцДІРэМДПЩЃЌМЋДѓБмУтЕчМЋаЮзДКЭГпДчЪмЭтСІдьГЩЕФаЮзДЪЇецЁЃ
ШШБфаЮаЁЃК
ШШХђеЭЯЕЪ§ЃМ7ppm/ЁцЃЌНіЮЊЭЕФ1/4ЃЌЬсИпЗХЕчЕФГпДчОЋЖШЃЛ
ЭЙЋЕчМЋБШЪЏФЋЕчМЋМлИёЙѓЃЌГЩБОИпЃЛ
6.ЪЏФЋМгЙЄЛиТЗзАжУЕФЙІФмЭиеЙ
ЪЕЯжZжсЪ§ПиЗХЕчМгЙЄЛњЪЏФЋЕчМЋМгЙЄСуЕФЭЛЦЦ
ЙІФмЭиеЙКѓгІгУЗЖЮЇЙуЃЌдкЭЌРрЛ№ЛЈЛњЭМЋМгЙЄгХЯШЕФЛљДЁЩЯЃЌВЩгУЪЏФЋМгЙЄзЈгУЛиТЗ,ЖдЗХЕчЛиТЗЖрЗНУцЕФгХЛЏИФСМ,ЗХЕчЮШЖЈадИпЃЌВЩгУГЌЕЭЯћКФЕФЗХЕчЛиТЗЃЌПЩНЋЕчМЋжЎЫ№КФДѓДѓНЕЕЭ.ОпгаЕчМЋЫ№КФаЁЁЂМгЙЄаЇТЪИпЃЌЛ№ЛЈЮЦОљдШЕШЬиЕуЁЃ
МЏЪЏФЋДѓУцЛ§МгЙЄ,аЁжСМИЪЎЫПЕФМгЙЄУцЛ§КЭЭМЋМгЙЄЖржиЙІФмгквЛЬх,ПЩИљОнЪЏФЋЬиад,аЮзДЕФДѓаЁ,МгЙЄДжЯИГЬЖШЕчФдздЖЏЦЅХфОЋзММгЙЄВЮЪ§,ЪЪЪББЃеЯзюМбМгЙЄаЇЙћ.
ЮйИжМгЙЄЙІФм:
ЁЁЁЁЮйИж(гВжЪКЯН№)ОпгагВЖШИпЁЂФЭФЅЁЂЧПЖШКЭШЭадНЯКУЁЂФЭШШЁЂФЭИЏЪДЕШвЛЯЕСагХСМадФмЃЌЬиБ№ЪЧЫќЕФИпгВЖШКЭФЭФЅадЃЌМДЪЙдк500ЁцЕФЮТЖШЯТвВЛљБОБЃГжВЛБфЃЌдк1000ЁцЪБШдгаКмИпЕФгВЖШЁЃ
ЁЁЁЁШБЕу:ШЭадЕЭЃЌжЪДрЁЃ
ЁЁЁЁЮйИжЕФЛљЬхгЩСНВПЗжзщГЩЃКвЛВПЗжЪЧгВЛЏЯрЃЛСэвЛВПЗжЪЧеГНсН№ЪєЁЃеГНсН№ЪєвЛАуЪЧЬњзхН№ЪєЃЌГЃгУЕФЪЧюмЁЂФјКЭюбЁЃвђДЫОЭгаСЫЮйюмКЯН№ЁЂЮйФјКЯН№МАЮйюбюмКЯН№ЁЃ
ЁЁЁЁЮйзЪдДЕФжївЊгІгУвВЪЧгВжЪКЯН№ЃЌвВОЭЪЧЮйИжЁЃгВжЪКЯН№ЃЌБЛГЦЮЊЯжДњЙЄвЕЕФбРГнЃЌЮйИжжЦЦЗЕФЪЙгУГЬЖШЗЧГЃЙуЗКЁЃ
ЁЁЁЁЮйИжЪєгкгВжЪКЯН№ЃЌгжГЦжЎЮЊЮйюбКЯН№ЁЃгВЖШПЩвдДяЕН89~95HRAЃЌе§вђШчДЫЃЌЮйИжЕФВњЦЗЃЈГЃМћЕФгаЮйИжЪжБэЃЉЃЌОпгаВЛвзБЛФЅЫ№ЃЌМсгВВЛХТЭЫЛ№ЃЌЕЋжЪДрЕФЬиадЁЃ
ЁЁЁЁгВжЪКЯН№жажївЊГЩЗжЮЊЬМЛЏЮйКЭюмЃЌЦфеМЫљгаГЩЗжЕФ99%ЃЌ1%ЮЊЦфЫћН№ЪєЃЌЫљвдвВБЛГЦзїЮйИжЁЃ
ПЩгІгУгкГхФЃЁЂЫмСЯФЃЁЂЖЭФЃКЭбЙж§ФЃЃЌЭъГЩОЋУмЕчзгЁЂЕчФдЁЂЪжЛњЁЂЦћГЕСЌНгЦїЁЂЙшНКЁЂЪжЛњАДМќЁЂЭцОпЁЂЮхН№ЪЮЦЗЁЂБэвЕЕШОЋУмСуМўМгЙЄ,ЬижжКЯН№МгЙЄЁЂ ГЌгВжЪКЯН№ЁЂТнЫПФЃОпЗХЕчЕШЃЌЮйИжвдМгЙЄУцОљдШЁЂЮЦТЗЯИЕФЬиЕуГЩЮЊМгЙЄЩЯЪіВФжЪЕФзюМббЁдёЁЃ
дкЭЌРрЛ№ЛЈЛњЭМЋМгЙЄгХЯШЕФЛљДЁЩЯЃЌЭиеЙЮйИжЙІФм,ЖдЗХЕчЛиТЗЖрЗНУцЕФгХЛЏИФСМ,ВЩгУГЌЕЭЯћКФЕФЗХЕчЛиТЗЃЌЗХЕчЮШЖЈадИпЃЌМгЙЄЫйЖШПь50%вдЩЯЁЃ